





Control 3D a unui reper fabricat prin DPR (presaj)
Cu exceptia proceselor de tip hot forming, majoritatea elementelor ce alcătuiesc o caroserie se obțin prin deformare plastică la rece (proces cunoscut ca formare sau presaj). Prin natura procesului de fabricare, tensiunile interne din material ce rezultă în urma formării, generează schimbări ale formei (revenire elastică) la extragerea din presă. Chiar dacă simulările numerice FEM oferă soluții de compensare a acestui efect nedorit încă din faza de proiectare, surprize neplăcute apar foarte des la primele operații de stamping. Cei care produc aceste repere iau în calcul 2 … 4 jaloane de omologare a reperelor. Piesele sunt fabricate și măsurate în loturi de 5 la 10 piese iar datele sunt evaluate față de elementul nominal CAD. Acolo unde apar neconformități se iau decizii de ajustare a procesului. Nu doar forma geometrică a piesei este luată în calcul și caracteristicile fizice ale materialului. Analiza de formare este studiată cu mijloace FEM însă datele măsurate real, prin mijloace optice ( vezi ARGUS ) oferă date foarte exacte despre caracteristicile piesei în raport cu limitele de formare a materialului utilizat. Acest aspect este critic pentru evitarea fisurilor. Măsurarea acestor repere devine o provocare pentru anumite tehnologii. Din aceleași considerente tehnologice o parte din producători se limitează doar la analiza câtorva elemente geometrice și puncte de inspecție, ceea ce lasă însă loc pentru erori.
Demo Data
Element de ranforsare – Ansamblu șasiu (underbody frame).pdf
File name: Element de ranforsare – Ansamblu șasiu (underbody frame).pdf
file-size: 4,36 MB
Element de ranforsare – Ansamblu șasiu (underbody frame).ginspect
fisier . ginspect: Pentru a deschide fișierul, aveți nevoie de programul gratuit GOM Inspect 2020 sau mai nou
file-size: 49,1MB (fișierul include toate elementele de inspectie prezentate in acest articol)
Scanarea 3D oferă o metodă foarte rapidă de capturare a datelor și de inspecție a suprafețelor.
Trebuie menționat că nu toate sistemele de scanare 3D oferă aceleași performanțe, dar despre asta voi vorbii in încheiere.
Principalele cerințe într-o astfel de aplicație sunt
- Capturarea rapidă a geometriei ( 2 … 5 minute / reper) și măsurarea pe loturi
- Scanarea reperului fără acoperire cu pulberi de contrast
- Precizie dimensională și rentabilitate ridicată ( +/- 0,02mm )
- Determinarea formelor perforate (găuri) și a conturului în integralitate
- Analiză 3D în harta de culori și inspecție în puncte predefinite
- Evaluarea toleranțelor după clasa suprafețelor ( de contact, libere sau de proximitate )
- Analiză statistică / Trend pentru a determina stabilitatea procesului
Echipamentele ATOS oferă mijloacele necesare pentru a satisface toate aceste caracteristici
Măsurarea acestor repere se efectuează de cele mai multe ori folosind o machetă de control ce materializează sistemul de isostatism al reperului. Pentru a studia cauze ce pot afecta asamblarea pe linia de producție este util să se analizeze piesa și în stare liberă. Ambele operații pot fi efectuate prin scanare 3D iar rezultatele in cele două stagii pot fi suprapuse in softul GOM Inspect Professional pentru comparație directă a deviațiilor.
Despre piesa demo din acest articol
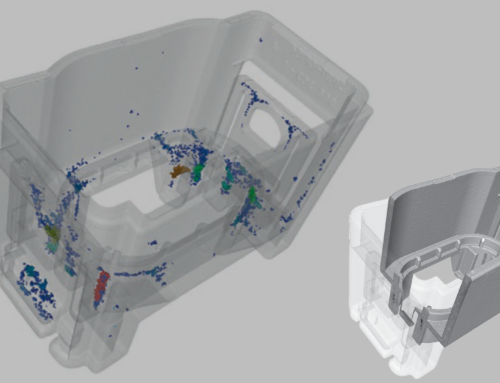
Reperul prezentat face parte din ansamblu cunoscut sub denumirea de „lonjeron” . Piesa de dimensiuni medii (aprox 500mm) s-a scanat cu ajutorul sistemului ATOS 5, 100% (interior și exterior). De regulă aceste piese se măsoară pe o singură parte însă aici s-a dorit pe lângă conformitatea geometrică a piesei să se determine și subțierea materialului în zonele cu deformare ridicată, iar astfel să se valideze modelul matematic de formare.
Vă invit să observați calitatea extraordinară a detaliilor pentru fișierul scanat (mesh). Acest lucru este posibil doar datorită tehnologiei GOM. Detalii excepționale, precizie deosebită și rezultate ușor de înțeles, acestea sunt elementele cheie ale unui raport de control corect.
Raportul atașat prezintă toate operațiile de control efectuate uzual la un astfel de reper
- Aliniament inițial ( best -fit)
- Aliniere conform documentației de isostatism
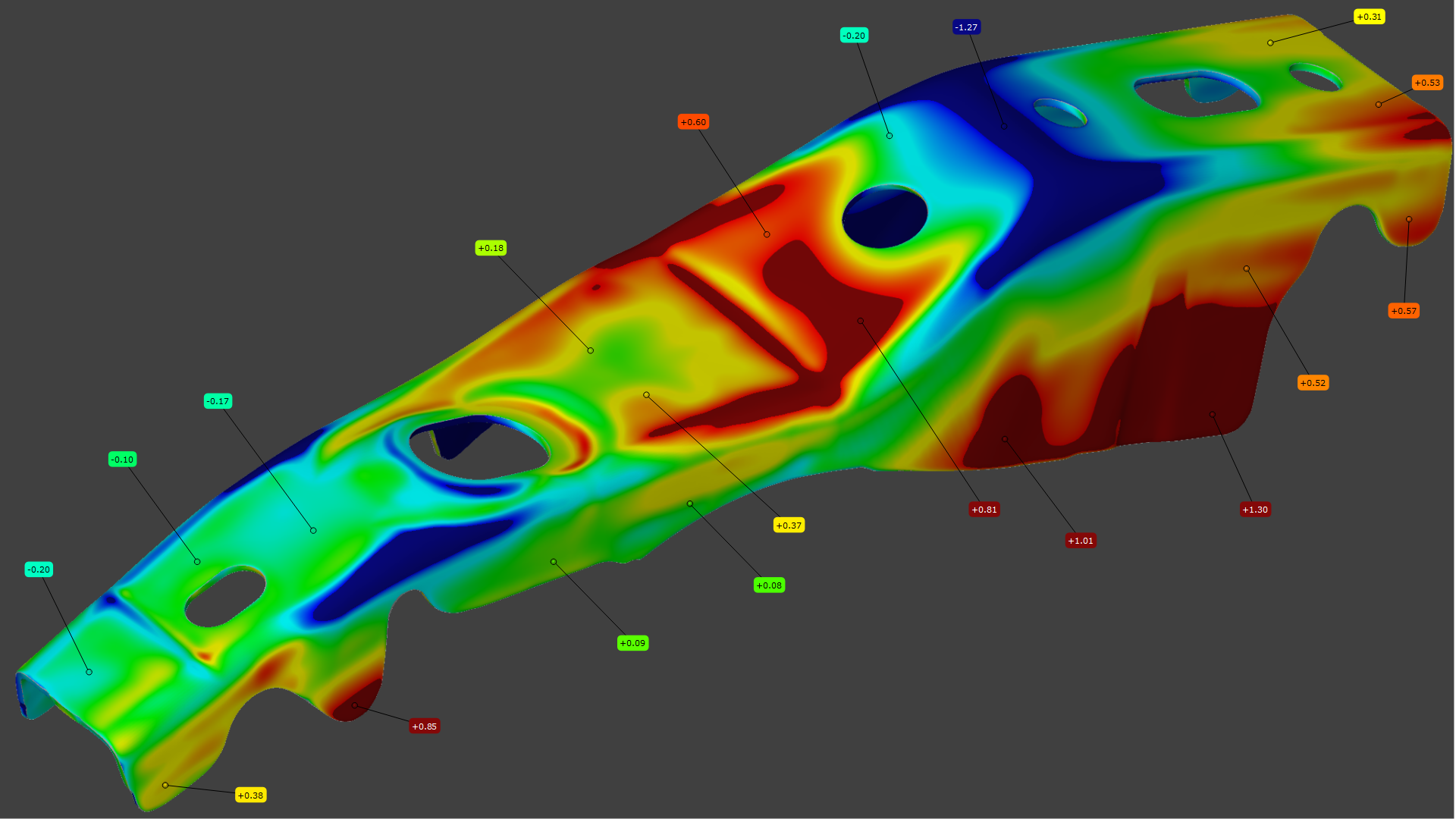
- Comparație CAD – MESH în hartă de culori
- Analiză 3D conform tabel de tolerante.
- Analiză a punctelor / elementelor geometrice conform planului de inspecție
- Decupaj și revenire (trim and springback / découpe et retour élastique )
Concluzii
Dacă sunteți în căutarea unui echipament de scanare 3D, cereți să testați produsele pe aplicația dvs și comparați rezultatele. Cereți să se facă măsurarea reperelor fără spray de acoperire. Veți vedea că multe echipamente de pe piață nu pot face față acestui challenge. Verificați că găurile și conturul tablei poate fi determinat și evaluat în raport. Există sisteme ce nu îndeplinesc acest deziderat. Echipamentele de tip handheld, promit flexibilitate dar acuratețea și detaliile sunt afectate. Precizia și repetabilitate cu siguranță nu trebuie extrase dintr-o broșură.
Cel mai mic preț s-ar putea să devină cea mai mare pagubă. Testați atent produsul ales. Nu neglijati să discutați despre aspectul școlarizării, suportul tehnic și mentenanța metrologică
- Școlarizare în limba română de către un trainer autorizat de producător
- Experiență profesională similară / referințe
- Suport tehnic remote și on-site (timp de răspuns, eventuale costuri)
- Mentenanța metrologică (procedură, durată, costuri, indisponibilizare echipament ?)





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}