



Control 3D a unui reper fabricat prin Turnare la presiune joasă (LPDC)
Turnarea LPDC (Low-pressure die casting) este frecvent utilizată in industria automotive la fabricarea componentelor cu cavități complexe precum blocul motor, chiulasă etc.
Turnarea la presiune joasă este un proces îmbunătățit la turnării gravitaționale. Este un proces cu productivitate medie ce permite fabricarea de semifabricate cu complexitate geometrică ridicată.

low pressure die casting (LPDC)
Pentru a umple cavitatea formelor de turnare, presiunea utilizată este în medie 0,7 Bari. Metalul topit este introdus gravitational in creuzetul amplasat inferior, apoi sistemul este presurizat cu un gas inert, astfel metalul topit pătrunde în cavitatea formei de turnare. Un avantaj față de turnarea gravitationala este reducerea turbulenței fluidului. Unul dintre principalele avantaje ale acestui proces este controlul precis al umplerii cavității matriței. Metalul topit curge rapid și lin prin conductele de alimentare, reducând formarea oxidului și prevenind porozitatea.
Cele mai frecvente neconformități a acestor produse sunt provocate de umplerea parțială a cavității matriței (goluri deschise sau închise). Tipurile de defecte și cauzele sunt descrise în documentul Defecte Intalnite la Piesele Obtinute prin Turnarea sub presiune
În procesul de solidificare și răcire al materialului, produsul rezultat se contractă. Acest factor este compensat la calculul matriței însă rămâne un element ce poate afecta precizia dimensională a produsului final. Totodată, o răcire deficitară sau neuniformă poate genera deformații.
Defectele geometrice pornesc de regulă de la forma de turnare. Acestea sunt realizate într-un proces paralel în matrite de forme de turnare. Verificarea dimensionala începe cu aceste componente. Conformitatea geometrică a matriței este crucială în acest proces. Defectele de execuție a matrițelor de forme sau uzura acestora vor genera repere neconforme.

Demo Data
Modelul 3D este disponibil la cerere prin completarea formularului de mai jos
Veți primi link-ul de download pe adresa de e-mail furnizată
fișier . ginspect: Pentru a deschide fișierul, aveți nevoie de programul gratuit GOM Inspect 2020 sau mai nou
file-size: 258 MB (fișierul include toate elementele de inspecție prezentate în acest articol)
Scanarea 3D oferă o metodă foarte rapidă de inspecție a pieselor turnate.
Principalele cerințe în controlul dimensional al pieselor obținute prin turnare la presiune joasă sunt:
- Scanarea reperului în integralitate, preferabil fără acoperire cu pulberi de contrast
- Obținerea de date 3D chiar și în locuri greu accesibile (cavități adânci )
- Precizie dimensională și repetabilitate ridicată ( în medie, +/- 0,025mm )
- Analiză 3D în harta de culori și inspecția cotelor dimensionale funcționale
- Control al abaterilor geometrice / formă (GD&T)
- Secțiuni de inspecție și analiza grosimii pereților
- Determinarea adaosului de material pentru piese ce necesită prelucrări mecanice ulterioare
- Evaluarea toleranțelor și dispunerea lor grafică într-un mod facil de urmărit (tolerance color map)
- Analiză statistică / Trend pentru a determina stabilitatea procesului
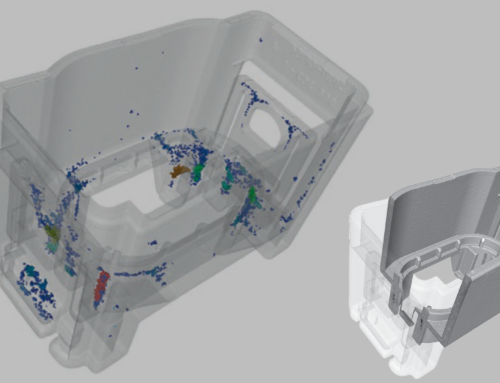
- Pentru aplicațiile de scanare 3D folosind echipamente CT, se dorește determinarea existenței golurilor închise ( defecte interne )
Echipamentele ATOS oferă mijloacele necesare pentru a satisface toate aceste caracteristici
Două situații sunt des întâlnite :
- Inspecția unui produs sau a unui număr redus de piese pentru omologare sau audit de calitate, ocazie cu care reperele sunt controlate în totalitate.
- Măsurarea reperelor în serie conform unui plan de inspecție prestabilit, în care numărul de elemente inspectare este simplificat. Acest lucru ajută la reducerea timpului de măsurare în cazul tehnologiei tactile CMM.
În cazul tehnologiei de scanare 3D durata de evaluare 100% sau simplificată nu schimbă cu foarte mult durata de măsurare totală, aceasta fiind mult redusă comparativ cu măsurarea tactilă. Totodată prin scanarea 3D se permite măsurarea facilă față verso. Tehnologia tactilă oferă mijoace în acest sens însă procesul este anevoios și de cele mai multe ori necesită mijloace de fixare customizate.
Prin scanare 3D se pot reduce costuri legate de dispozitivele de control, majoritatea pieselor putând fi măsurate în stare liberă. În cazul aplicațiilor de măsurare complet automatizate se pot utiliza dispozitive modulare. Acestea oferă flexibilitate și pot fi adaptate pe măsură ce producția dvs se modifică, astfel nu veți mai fi nevoit să investiți în mijloace de control dedicate. Puteți consulta lista noastră de dispozitive modulare pentru detalii.
Ambele operații pot fi efectuate prin scanare 3D iar rezultatele în cele două stagii pot fi suprapuse în softul GOM Inspect Professional pentru comparație directă a deviațiilor.
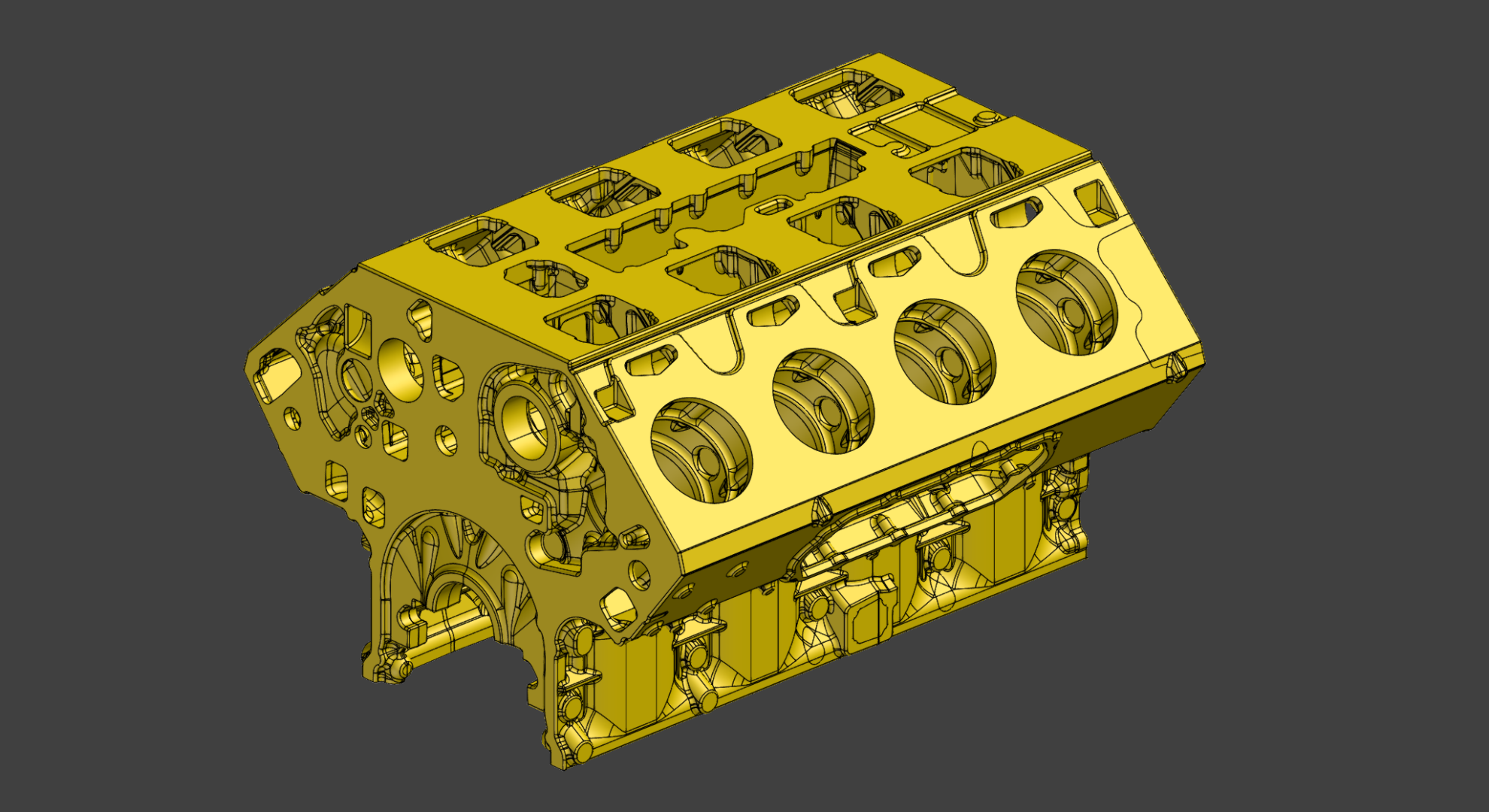
Despre piesa demo din acest articol
Reperul analizat reprezintă un bloc motor de mari dimensiuni (vehicul utilitar) fabricat din AlSi6Cu4. Studiul este experimental și nu are la bază toate caracteristicile produsului de serie. Piesa de dimensiuni mari (aprox. 870/780/550mm) a fost scanată complet cu ajutorul sistemului ATOS, montat pe o soluție automatizată ATOS ScanBox 6130, utilizând volumul de măsură MV700. Scanarea obiectului integral s-a efectuat pentru a se determina cotele dimensionale în raport cu desenul de execuție și totodată pentru a putea analiza grosimea pereților. Scanarea integrală oferă totodată un mijloc de comparare între produsul final și geometria formei de turnare cat și gradul de uzură al matriței formelor. Acest fenomen poate fi pus în evidență prin compararea mai multor piese măsurate în timp dar și prin compararea directă cu modelul CAD. Prima variantă oferă avantajul că permite monitorizarea temporală a efectelor și o prognozare a următoarei reparații capitale a matrițelor de forme de turnare.
Durata de scanare a acestui reper , în mod automatizat, a fost de aproximativ 30 de minute, după cum urmează:
- Pregătire reper : 5 minute ( aplicare marcheri de referință pe obiect)
- Scanare zona superioară : 15 minute (91 imagini)
- Inversare
- Scanare zona inferioară : 15 minute (89 imagini)
- Poligonizare rezultate : 5 minute ( mesh cu peste 1,4 milioane de puncte)
- Update și Export Raport de control : 3 minute
Așadar în aproximativ 43 de minute puteți avea un raport de inspecție 100% complet. Prin comparație, măsurarea acestui reper ( cotele dimensionale din raportul pdf) prin metoda tactilă ar necesita un timp cu cel puțin 30% mai mare iar comparația suprafețelor nu ar fi posibilă.
Observați calitatea extraordinară a detaliilor pentru fișierul scanat (mesh). Acest lucru este posibil doar datorită tehnologiei GOM. Detalii excepționale, precizie deosebită și rezultate ușor de înțeles, acestea sunt elementele cheie ale unui raport de control corect.
Raportul atașat prezintă toate operațiile de control efectuate uzual la un astfel de reper.
- Aliniament inițial ( best-fit)
- Aliniere conform documentației de isostatism
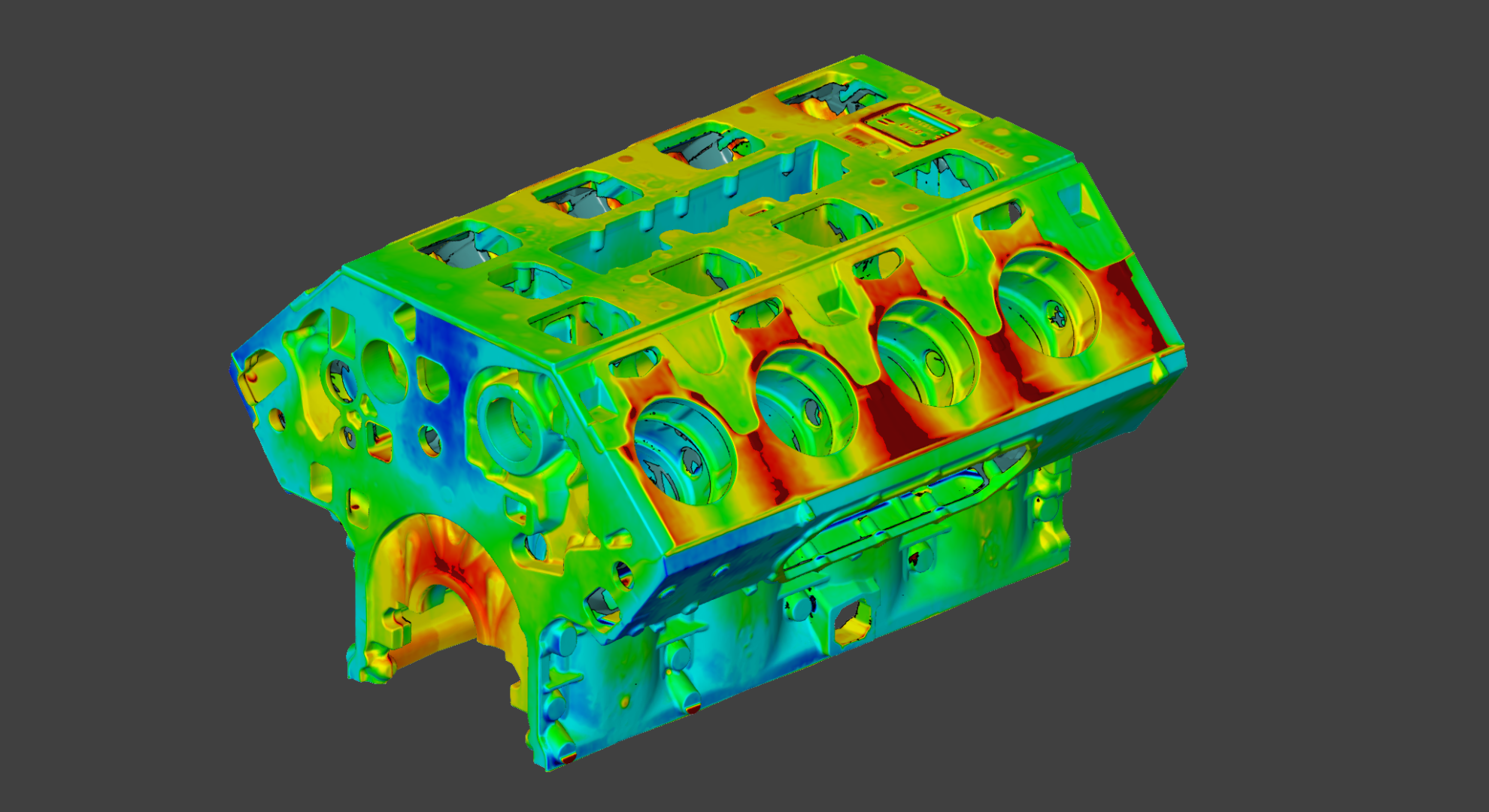
- Comparație CAD – MESH în hartă de culori
- Analiză 3D conform tabel de toleranțe.
- Analiza elementelor geometrice conform planului de inspecție
- Cote dimensionale și abateri de formă și poziție
- Evaluarea grosimii pereților piesei
Concluzii
Dacă sunteți în căutarea unui echipament de scanare 3D, cereți să testați produsele pe aplicația dvs și comparați rezultatele. Cereți să se facă măsurarea reperelor fără spray de acoperire. Veți vedea că multe echipamente de pe piață nu pot face față acestei provocări. Echipamentele de tip handheld pot fi utilizate in aceasta aplicație cu anumite limitări; aici trebuie luate în calcul durata de pregatire a piesei dar și limitările de rezoluție și precizie care uneoir pot fi depășite.
Când alegeți un echipament de scanare 3D, cel mai mic preț s-ar putea să devină cea mai mare pagubă. Testați atent produsul ales. Nu neglijati să discutați despre aspectul școlarizării, suportul tehnic și mentenanța metrologică.
- Școlarizare în limba română de către un trainer autorizat de producător
- Experiență profesională similară / referințe
- Suport tehnic remote și on-site (timp de răspuns, eventuale costuri)
- Mentenanță metrologică (procedură, durată, costuri, indisponibilizare echipament ?)





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}